
金属材料加工:CO2、光纤激光及直接半导体激光器谁将胜出
切割速度提升
过去10年间,光纤激光器之所以逐步取代CO2激光器,最主要原因是在同等功率水平下,光纤激光器的切割速度是CO2激光器的2到3倍。相较于10.6μm波长的CO2激光器,大多数金属材料对于1.08μm波长具有更高的波长吸收率也能说明这一点。如图1所示:
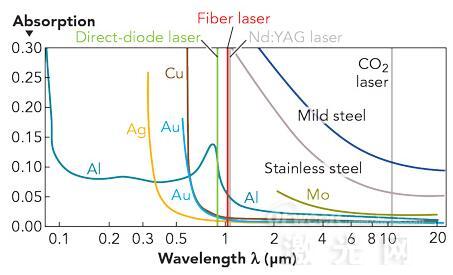
图1 不同金属对相关波长吸收情况,970nm直接半导体激光器比
光纤激光器具有更高的波长吸收率
最新的研究进展表面,直接半导体激光器系统可以通过二极管直接切割金属,从而较少了光纤激光器和碟片激光器系统多带来的复杂性及高成本。光纤激光器和碟片激光器系统都需要增加额外的组件和增益介质以达到足够高质量的光束用于材料加工。因此,对比直接半导体和光纤激光器切割系统成为可能,同时也成为2015年各大展会及研讨会讨论的主题之一。结果表明,直接半导体激光器在提升金属切割速度方面具有可行性,特别是在铝材料加工方面,图2展示了铝材料对于970nm二极管波长具有更强的吸收率。在1KW直接半导体激光器导入50μm光纤(BBP值为2.5mm-mrad)情况下,对比于1.08μm光纤激光器(二者在工件表面具有相似的光斑尺寸),直接半导体激光器切割速度可以提升1倍。
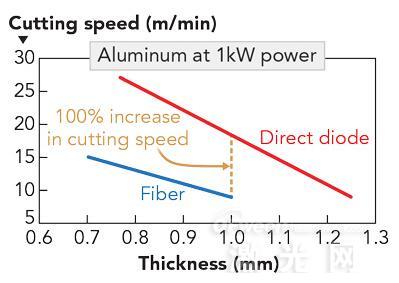
图2 相似BPP值(2.5mm-mrad)及光斑尺寸下,对比1KW直接半导体激光器(970nm)
和光纤激光器(1060nm)
尽管不那么激动人心,其他金属切割速度也有10-20%的提升。例如图3中展示的碳钢切割速度对比,其中2KW光纤激光器和2KW直接半导体激光器系统具有相似的光斑尺寸,采用氧气作为辅助气体。对比光纤激光器典型切割速度范围,直接半导体激光器初始数据具有一定优势。同时,也能将切割范围延伸到更厚的材料,直接半导体激光系统在15mm厚度时仍能保持高切割质量,而光纤激光系统只能做到12mm厚度,这一点在图4中有所展示。直接半导体激光系统的这一特性在其他材料中也得到了验证。切割质量的作用我们将在下一节中详细讨论。
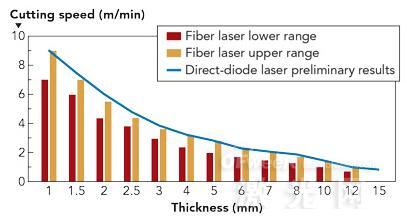
图3 碳钢材料2KW直接半导体激光器和2KW光纤激光器切割速度对比(BLM集团提供)
在切割高反射材料方面,通过降低材料反射敏感度,直接半导体激光系统也能带来加工效果的提升。减少反射光束对激光器的损害,也是光纤激光器不得不考虑的问题,因为掺镱光纤对反射光非常敏感,需要传感器来保护激光器免受损害。通过这种方式使得铜、黄铜和其他高反材料加工成为可能,但是反射光对光纤激光器或多或少都有损害。相反,通过采用N2作为辅助气体,直接半导体激光器加工铜材料避免材料反射问题,同时也为终端用户提供了更好的材料光洁度加工效果。
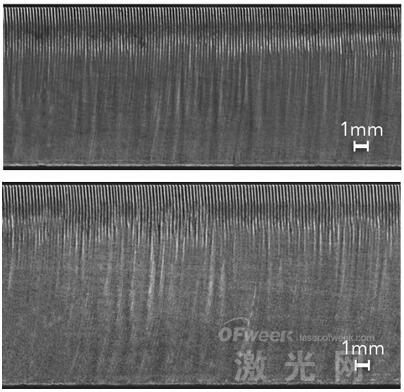
图4 2KW直接半导体激光器切割12mm和15mm碳钢质量对比
切割质量提升
光纤激光器在加工厚金属材料时保持高的切割质量相对困难,这一点已经被广泛认知,所以我们强调更多的是光纤激光器的高切割速度。也正是由于这个原因,更多终端客户仍采用CO2激光器生产线以解决厚金属高加工质量要求。一些研究表明,直接半导体激光器在降低厚金属材料表面粗糙度方面具有一定优势。M. Wood对于这一点也做了重点介绍,图5中展示了2KW CO2激光器和直接半导体激光器在切割4mm以上低碳钢材料表面粗糙度对比情况。通过对比我们可以看出,直接半导体激光器加工的材料表面粗糙度稳定性更高。
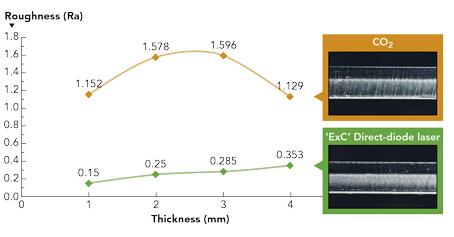
图5 CO2和直接半导体激光器切割低碳钢表面粗糙度对比
以我们的经验判断,影响厚金属材料切割表面粗糙度的主要因素是激光光源的光束质量,需要匹配最好切割质量和最佳切割速度。有别于光纤激光器只能通过切换高低BPP值来改变光束质量,我们研究表明,最佳BPP值应该是连续可变的函数,视材料及厚度而定。之前我们就指出在不影响切割质量的情况下速度可提升50%,通过在不锈钢材料切割中从4mm-mrad到10mm-mrad最优化BPP值。
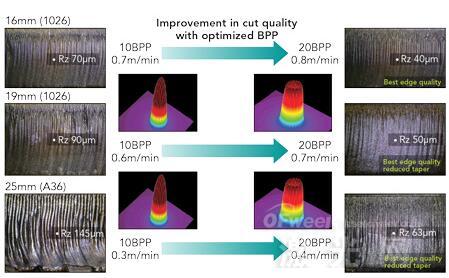
图6 通过最优化激光光源BPP值,我们发现了降低表面粗糙度的因素。
目前直接半导体激光器系统可实现4到20 mm-mrad BPP值的连续变化。
总结:
通过提高插头效率,改进可靠性和稳定性,使得直接半导体激光器成为企业材料加工利器,同时也能降低制造成本。最新研究表明,直接半导体激光器可用于金属材料切割,而不仅仅是作为复杂及高成本的光纤激光器和碟片激光器的泵浦源。这一点在2015年多个公司的具体应用中已经得到验证。直接半导体激光器提升切割速度及质量,有别于其他技术的BPP值优化,可进一步提升终端应用的加工工艺。我们希望未来进一步研究,能够提升直接半导体激光器的应用潜力!(FRANCISCO VILLARREAL SAUCEDO,BIEN CHANN,BRYCE SAMSON,and PARVIZ TAYEBATI)
- 上一篇:阻碍我国激光切割行业发展的问题分析 2016/5/5
- 下一篇:激光设备与日常生活 2016/4/1